

全部商品分类




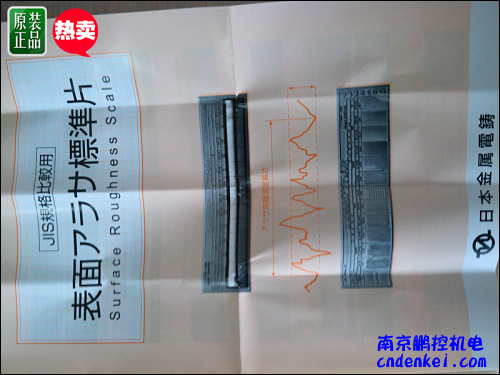
日本金属电铸筒外圆粗糙度样块 EA 现货特价
円筒外面粗さ標準片 EA:
【内容量】1枚 【仕様】研削:(▽:▽▽▽▽/Rmax:0.8S/Ry:0.8)研削:(▽:▽▽▽/Rmax:1.6S/Ry:1.6)研削:(▽:▽▽▽/Rmax:3.2S/Ry:3.2)丸削り:(▽:▽▽▽/Rmax:1.6S/Ry:1.6)丸削り:(▽:▽▽▽/Rmax:3.2S/Ry:3.2)丸削り:(▽:▽▽▽/Rmax:6.3S/Ry:6.3)丸削り:(▽:▽▽/Rmax:12.5S/Ry:12.5)丸削り:(▽:▽▽/Rmax:18S/Ry:18)丸削り:(▽:▽▽/Rmax:25S/Ry:25)丸削り:(▽:▽/Rmax:35S/Ry:35)丸削り:(▽:▽/Rmax:50S/Ry:50)丸削り:(▽:▽/Rmax:100S/Ry:100)
圆筒外面粗标准片日本金属电铸EA:
【内容量】1张(件) 【配置】磨削∶(∨∶∨∨∨∨/Rmax∶0.8S/Ry∶0.8)磨削∶(∨∶∨∨∨/Rmax∶1.6S/Ry∶1.6)磨削∶(∨∶∨∨∨/Rmax∶3.2S/Ry∶3.2)圈削∶(∨∶∨∨∨/Rmax∶1.6S/Ry∶1.6)圈削∶(∨∶∨∨∨/Rmax∶3.2S/Ry∶3.2)圈削∶(∨∶∨∨∨/Rmax∶6.3S/Ry∶6.3)圈削∶(∨∶∨∨/Rmax∶12.5S/Ry∶12.5)圈削∶(∨∶∨∨/Rmax∶18S/Ry∶18)圈削∶(∨∶∨∨/Rmax∶25S/Ry∶25)圈削∶(∨∶∨/Rmax∶35S/Ry∶35)圈削∶(∨∶∨/Rmax∶50S/Ry∶50)圈削∶(∨∶∨/Rmax∶100S/Ry∶100)
仕様 / 研削:(▽:▽▽▽▽/Rmax:0.8S/Ry:0.8)研削:(▽:▽▽▽/Rmax:1.6S/Ry:1.6)研削:(▽:▽▽▽/Rmax:3.2S/Ry:3.2)丸削り:(▽:▽▽▽/Rmax:1.6S/Ry:1.6)丸削り:(▽:▽▽▽/Rmax:3.2S/Ry:3.2)丸削り:(▽:▽▽▽/Rmax:6.3S/Ry:6.3)丸削り:(▽:▽▽/Rmax:12.5S/Ry:12.5)丸削り:(▽:▽▽/Rmax:18S/Ry:18)丸削り:(▽:▽▽/Rmax:25S/Ry:25)丸削り:(▽:▽/Rmax:35S/Ry:35)丸削り:(▽:▽/Rmax:50S/Ry:50)丸削り:(▽:▽/Rmax:100S/Ry:100) 使用方法 / 粗さ標準片と現品を比較して粗さを測定する方法には、視覚による場合と触覚による場合の二つが考えられますが、JIS規格のように凹凸の最大の高さを規定する場合は非常に粗い面を除いては触感による方法が正解です。触覚による場合、指の腹でさわるよりも爪の先でこする方が感度がよいようです。また、鉛筆の先で軽くこすって比較してもよい。しかし面の光沢などが問題になる時は、勿論視覚によらなければなりません。視覚、触覚で識別できる粗さの程度は普通0.8S位です。
产品名称:日本金属電鋳片,比较仪,粗糙度仪
05846653日本金属電鋳EA円筒外面粗さ標準片
09221843日本金属電鋳HA平面粗さ標準片
09221886日本金属電鋳KSA鋼板仕上げ面粗さ標準片
09221852日本金属電鋳TA手仕上げ面粗さ標準片
09221861日本金属電鋳GAAガス切断面A粗さ標準片
09221877日本金属電鋳GABガス切断面B粗さ標準片
|
アラサ標準片とは?
|
|||
|
工作物の表面粗さを測定する場合、機械式の粗さ測定機を用いて数値を求める方法と、
予め加工方法毎に基準を満たして製作されている表面粗さ標準片と現品を視覚、触覚にて比較して判断する方法と
大きく分けて二通りの方法があります。
|
|||
|
日本金属電鋳の『アラサ標準片』は後者の比較用粗さ標準片です。
|
|||
|
視覚による比較と触覚による比較がありますが、触覚による比較の場合の方が精度が高いようです。
その場合は爪の先でこする方法が感度がよく、生産現場で簡易的に広く用いられております。
|
|||
|
|
|||
|
|
|||
|
アラサの表示
|
|||
|
?最大高さ(Rmax Ry Rz):粗さ曲線から基準長Lを抜き取り、最低値から最高値までの高さをミクロン単位で表示
|
|||
|
?中心線平均粗さ(Ra) :粗さ曲線から基準長Lを抜き取り、次式により求められた平均値をミクロン単位で表示
|
|||
|
算術平均粗さ
|
|||
|
?十点平均粗さ(Rz Rzjis):旧規格のRz、2001年JIS規格より除外、新Rzと区別するためRzjisと表示
|
|||
|
|
|||
|
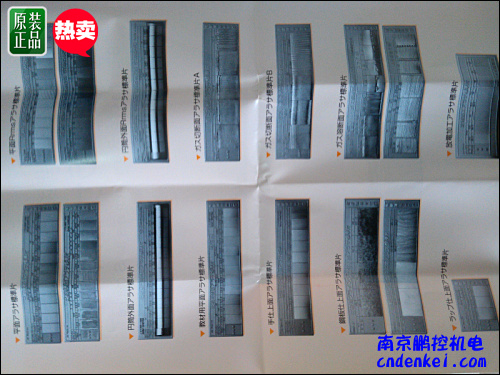
アラサ標準片の種類
|
|||
|
日本金属電鋳のアラサ標準片は、加工方法、粗さの規格毎に20種類の製品があります
|
|||
|
大きく分けて平面(主にフライス加工)、円筒(主に旋盤加工)、放電加工面、ガス切断、ガス溶断、
ラップ仕上面等があります。それぞれの選定については、下記をご参考にお願い致します。
|
|||
|
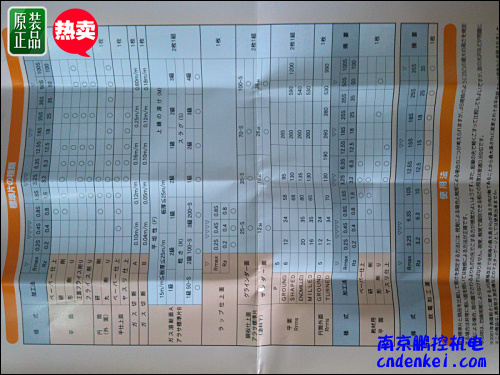
型式
|
加工法
|
▽
|
▽▽▽▽
|
▽▽▽
|
▽▽
|
▽
|
摘要
|
|||||||||||||||||||||||
|
Rmax
|
0.2S
|
0.4S
|
0.8S
|
1.6S
|
3.2S
|
6.3S
|
12.5S
|
18S
|
25S
|
35S
|
50S
|
100S
|
||||||||||||||||||
|
Ry Rz
|
0.2
|
0.4
|
0.8
|
1.6
|
3.2
|
6.3
|
12.5
|
18
|
25
|
35
|
50
|
100
|
||||||||||||||||||
|
平 面
|
ペーパー仕上
|
|
|
|
○
|
|
|
|
|
|
|
|
|
|
2枚1組
|
|||||||||||||||
|
研削
|
|
|
|
○
|
○
|
○
|
○
|
○
|
|
○
|
|
|
|
|||||||||||||||||
|
形削り
|
|
|
|
|
|
|
○
|
○
|
|
○
|
|
○
|
○
|
|||||||||||||||||
|
フライス
|
|
|
|
|
○
|
○
|
○
|
○
|
|
○
|
|
○
|
|
|||||||||||||||||
|
正面フライス
|
|
|
|
|
○
|
○
|
○
|
○
|
|
○
|
|
○
|
|
|||||||||||||||||
|
円筒外面
|
研削
|
|
|
|
○
|
○
|
○
|
|
|
|
|
|
|
|
1枚
|
|||||||||||||||
|
丸削り
|
|
|
|
|
○
|
○
|
○
|
○
|
○
|
○
|
○
|
○
|
○
|
|||||||||||||||||
|
手仕上面
|
ペーパー仕上
|
|
|
○
|
○
|
○
|
○
|
○
|
|
|
|
|
|
|
1枚
|
|||||||||||||||
|
ヤスリ仕上
|
|
|
|
|
|
○
|
○
|
○
|
○
|
○
|
|
|
|
|||||||||||||||||
|
教材用
平面 |
ペーパー仕上
|
|
|
|
|
○
|
○
|
○
|
|
|
|
|
|
|
1枚
|
|||||||||||||||
|
研削
|
|
|
|
○
|
○
|
○
|
|
|
|
|
|
|
|
|||||||||||||||||
|
形削り
|
|
|
|
|
|
|
○
|
|
|
○
|
|
○
|
|
|||||||||||||||||
|
ヤスリ仕上
|
|
|
|
|
|
○
|
○
|
○
|
|
|
|
|
|
|||||||||||||||||
|
FLAT
SURFACE (平 面) |
P
|
Rrms
|
|
|
5
|
|
|
|
|
|
|
|
|
|
2枚1組
|
|||||||||||||||
|
GROUND
|
Rrms
|
|
|
6
|
12
|
24
|
58
|
95
|
|
265
|
|
|
|
|||||||||||||||||
|
SHAPED
|
Rrms
|
|
|
|
|
|
68
|
130
|
|
260
|
|
590
|
1200
|
|||||||||||||||||
|
ENDMILLED
|
Rrms
|
|
|
|
20
|
35
|
80
|
135
|
|
260
|
|
540
|
|
|||||||||||||||||
|
MILLED
|
Rrms
|
|
|
|
16
|
35
|
65
|
130
|
|
260
|
|
530
|
|
|||||||||||||||||
|
CYLINDROCAL
(円筒外面) |
GROUND
|
Rrms
|
|
|
5
|
12
|
24
|
|
|
|
|
|
|
|
1枚
|
|||||||||||||||
|
TURNED
|
Rrms
|
|
|
|
17
|
34
|
70
|
130
|
190
|
260
|
380
|
530
|
990
|
|||||||||||||||||
|
ラップ仕上面
|
|
▽
|
▽▽▽▽
|
|
1枚
|
|||||||||||||||||||||||||
|
Rmax
|
0.2S
|
0.4S
|
0.8S
|
|||||||||||||||||||||||||||
|
RyRz
|
0.2
|
0.4
|
0.8
|
|||||||||||||||||||||||||||
|
放電加工面
|
|
▽
|
▽▽▽
|
▽▽
|
▽
|
1枚
|
||||||||||||||||||||||||
|
Rmax
|
3.2S
|
6.3S
|
10S
|
12.5S
|
15S
|
18S
|
25S
|
35S
|
||||||||||||||||||||||
|
Ry Rz
|
3.2
|
6.3
|
10
|
12.5
|
15
|
18
|
25
|
35
|
||||||||||||||||||||||
|
ガス切断A
|
切断面
|
|
0.10m/m
|
0.12m/m
|
0.16m/m
|
0.25m/m
|
0.60m/m
|
1枚
|
||||||||||||||||||||||
|
ガス切断B
|
切断面
|
|
0.04m/m
|
0.05m/m
|
0.10m/m
|
0.12m/m
|
0.18m/m
|
1枚
|
||||||||||||||||||||||
|
ガス溶断面
A、B |
溶断面
|
A
|
粗さ(R)
|
スラグ(S)
|
2枚1組
|
|||||||||||||||||||||||||
|
1級 50S
|
2級 100S
|
3級 200S
|
1級
|
2級
|
3級
|
4級
|
||||||||||||||||||||||||
|
B
|
平坦性(F)
|
上縁の溶け(M)
|
||||||||||||||||||||||||||||
|
15m/m≦板厚≦25m/m
|
板厚>25m/m
|
|||||||||||||||||||||||||||||
|
1級
|
2級
|
1級
|
2級
|
1級
|
2級
|
3級
|
||||||||||||||||||||||||
|
鋼板仕上面
(塗装下) |
グラインダー
|
Rmax
|
25S
|
35S
|
70S
|
100S
|
2枚1組
|
|||||||||||||||||||||||
|
サンダー
|
|
12μ
|
16μ
|
26μ
|
36μ
|
|||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||
|
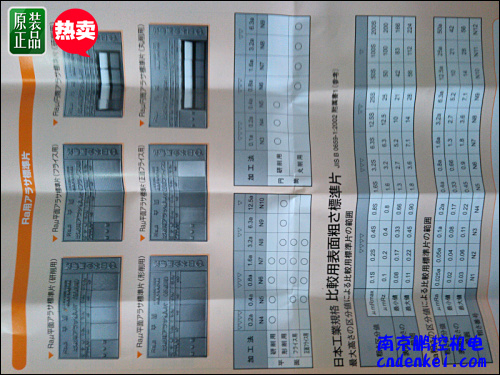
型式
|
加工法
|
▽
|
▽▽▽▽
|
▽▽▽
|
▽▽
|
▽
|
摘要
|
|||||||||||||||||||||||
|
Ra
|
0.1a
|
0.2a
|
0.4a
|
0.8a
|
1.6a
|
3.2a
|
6.3a
|
12.5a
|
||||||||||||||||||||||
|
番号
|
N3
|
N4
|
N5
|
N6
|
N7
|
N8
|
N9
|
N10
|
||||||||||||||||||||||
|
平 面
|
研削
|
Ra
|
|
○
|
○
|
○
|
○
|
|
|
|
1枚
|
|||||||||||||||||||
|
平 面
|
形削り
|
Ra
|
|
|
|
|
○
|
○
|
○
|
○
|
1枚
|
|||||||||||||||||||
|
平 面
|
フライス
|
Ra
|
|
|
○
|
○
|
○
|
○
|
|
|
1枚
|
|||||||||||||||||||
|
平 面
|
正面フライス
|
Ra
|
|
|
○
|
○
|
○
|
○
|
|
|
1枚
|
|||||||||||||||||||
|
円筒外面
|
研削
|
Ra
|
○
|
○
|
○
|
|
|
|
|
|
1枚
|
|||||||||||||||||||
|
円筒外面
|
丸削り
|
Ra
|
|
|
|
○
|
○
|
○
|
○
|
|
1枚
|
|||||||||||||||||||
|
アラサ標準片の範囲
|
||||||||||||||||||||||||||||||
|
Rmax Ry Rzの比較用粗さ標準片の範囲
|
||||||||||||||||||||||||||||||
|
粗さ表示方法
|
▽
|
▽▽▽▽
|
▽▽▽
|
▽▽
|
▽
|
|
||||||||||||||||||||||||
|
Rmax
|
0.1S
|
0.2S
|
0.4S
|
0.8S
|
1.6S
|
3.2S
|
6.3S
|
12.5S
|
25S
|
50S
|
100S
|
200S
|
||||||||||||||||||
|
Ry Rz
|
0.1
|
0.2
|
0.4
|
0.8
|
1.6
|
3.2
|
6.3
|
12.5
|
25
|
50
|
100
|
200
|
||||||||||||||||||
|
粗さの範囲 μm
|
最小値
|
0.08
|
0.17
|
0.33
|
0.66
|
1.3
|
2.7
|
5.2
|
10.0
|
21.0
|
42.0
|
83.0
|
166
|
|
||||||||||||||||
|
最大値
|
0.11
|
0.22
|
0.45
|
0.90
|
1.8
|
3.6
|
7.1
|
14
|
28
|
56
|
112
|
224
|
|
|||||||||||||||||
|
Raの比較用粗さ標準片の範囲
|
||||||||||||||||||||||||||||||
|
粗さ表示方法
|
▽
|
▽▽▽▽
|
▽▽▽
|
▽▽
|
▽
|
|
||||||||||||||||||||||||
|
Ra
|
0.025a
|
0.05a
|
0.1a
|
0.2a
|
0.4a
|
0.8a
|
1.6a
|
3.2a
|
6.3a
|
12.5a
|
25a
|
50a
|
||||||||||||||||||
|
粗さの範囲 μm
|
最小値
|
0.02
|
0.04
|
0.08
|
0.17
|
0.33
|
0.66
|
1.3
|
2.7
|
5.2
|
10
|
21
|
42
|
|
||||||||||||||||
|
最大値
|
0.03
|
0.06
|
0.11
|
0.22
|
0.45
|
0.9
|
1.8
|
3.6
|
7.1
|
14
|
28
|
56
|
|
|||||||||||||||||
|
粗さ番号
|
記号
|
N1
|
N2
|
N3
|
N4
|
N5
|
N6
|
N7
|
N8
|
N9
|
N10
|
N11
|
N12
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
アラサ標準片 選定表
|
|
||||
|
使用機械
|
使用工具
|
加工面
|
粗さ規格
|
アラサ標準片
|
|
|
フライス盤
|
エンドミル
|
側刃加工面
|
Rmax Ry Rz
|
平面アラサ標準片
|
|
|
Ra
|
Ra平面アラサ標準片
(フライス用)
|
|
|||
|
Rrms
|
平面Rrmsアラサ標準片
|
|
|||
|
底刃加工面
|
Rmax Ry Rz
|
平面アラサ標準片
|
|
||
|
Ra
|
Ra平面アラサ標準片
(正面フライス用)
|
|
|||
|
Rrms
|
平面Rrmsアラサ標準片
|
|
|||
|
正面フライス
カッター
|
平面
|
Rmax Ry Rz
|
平面アラサ標準片
|
|
|
|
Ra
|
Ra平面アラサ標準片
(正面フライス用)
|
|
|||
|
Rrms
|
平面Rrmsアラサ標準片
|
|
|||
|
旋 盤
|
バイト
|
外径旋削面
|
Rmax Ry Rz
|
円筒外面粗さ標準片
|
|
|
Ra
|
Ra円筒アラサ標準片(丸削用)
|
|
|||
|
Rrms
|
円筒Rrmsアラサ標準片
|
|
|||
|
端面加工用
バイト |
端面
|
Rmax Ry Rz
|
平面アラサ標準片
|
|
|
|
Ra
|
Ra平面アラサ標準片
(正面フライス用)
|
|
|||
|
Rrms
|
平面Rrmsアラサ標準片
|
|
|||
|
平面研削盤
|
砥 石
|
平面
|
Rmax Ry Rz
|
平面アラサ標準片
|
|
|
Ra
|
Ra平面アラサ標準片(研削用)
|
|
|||
|
円筒研削盤
|
砥 石
|
外径面
|
Rmax Ry Rz
|
円筒外面粗さ標準片
|
|
|
Ra
|
Ra円筒アラサ標準片(研削用)
|
|
|||
|
平削り盤
|
セーパーバイト
|
平面
|
Rmax Ry Rz
|
平面アラサ標準片
|
|
|
Ra
|
Ra平面アラサ標準片(形削用)
|
|
|||
|
形削り盤
|
セーパーバイト
|
平面
|
Rmax Ry Rz
|
平面アラサ標準片
|
|
|
Ra
|
Ra平面アラサ標準片(形削用)
|
|
|||
|
放電加工機
|
|
平面
|
Rmax Ry Rz
|
放電加工アラサ標準片
|
|
|
|
|||||
|
ラッピング盤
|
|
平面
|
Rmax Ry Rz
|
ラップ仕上面アラサ標準片
|
|
|
|
|||||
|
|
|
||||
|
加工物、
|
使用工具
|
加工面
|
粗さ規格
|
アラサ標準片
|
|
|
加工方法
|
|
||||
|
ガス切断
|
|
切断面
|
0.1mm~0.60mm
|
ガス切断面アラサ標準片A
|
|
|
0.04mm~0.18mm
|
ガス切断面アラサ標準片B
|
|
|||
|
ガス溶断
|
|
溶断面
縁の溶け,スラグ
平坦性(F)、粗さ(R) |
|
ガス溶断面アラサ標準片
|
|
|
|
|||||
|
鋼板
|
グラインダー
|
平面
|
Rmax Ry Rz
|
鋼板仕上面アラサ標準片
|
|
|
サンダー
|
|
||||
|
手仕上面
|
ペーパー仕上
|
平面
|
Rmax Ry Rz
|
手仕上面アラサ標準片
|
|
|
ヤスリ仕上
|
|
||||
|
教材用
|
ペーパ仕上
|
平面
|
Rmax Ry Rz
|
教材用平面アラサ標準片
|
|
|
研削
|
|
||||
|
形削り
|
|
||||
|
ヤスリ仕上
|
|||||
产品特写:
价格及货期绝对优势销售中,如有需要可备库存,降低供货周期!
鹏控一级代理经销商:南京鹏控机电设备有限公司 http://www.cndenkei.com
如需更详细的产品照片或资料及其它需求,请联系我司客服人员:025-58860935
|
|
公司营业时间:周一~周五,北京时间【8:30-17:30】
|
Copyright 2010-2023 www.cndenkei.com All Rights Reserved. 南京鹏控机电设备有限公司 ![]()
地址:南京市浦口区明发滨江新城346-350栋119号 联系电话:025-58860935、85355355、58850162、58850165 传真:025-58575593 技术支持:13611581880@163.com
 苏ICP备12002151号
苏ICP备12002151号 ![]() 不良信息举报
不良信息举报 ![]() 传播文明
传播文明  诚信网站
诚信网站  网络110
网络110
苏ICP备12002151号  苏公网安备 32011102010170号
苏公网安备 32011102010170号